


Производитель обезвоженных овощных ингредиентов
Что многие считают простым процессом – производство обезвоженных овощных ингредиентов – на деле таит в себе немало подводных камней. Чаще всего люди думают, что это просто сушка, но это далеко не так. Качество конечного продукта, выход, энергозатраты, конечно же, санитарные нормы – все это влияет на рентабельность и конкурентоспособность. Попробую поделиться опытом, который накопился за годы работы в этой сфере, без лишних пафосных заявлений.
Почему 'просто сушка' – это миф
Начиналось все довольно просто: мы хотели освоить производство обезвоженного перца. Считалось, что спрос большой, технологии понятны. Нашли оборудование – ротационные сушилки, установили, начали экспериментировать. Результат оказался далек от ожидаемого. Получались неравномерно высушенные кусочки, с потемневшими краями, с неприятным запахом. Позже выяснилось, что проблема заключалась в неправильном контроле температуры и влажности на каждом этапе. Ротационные сушилки, конечно, хороши, но требуют очень точной настройки, и, опять же, постоянного контроля. Без этого – никаких стабильных результатов.
Потом был опыт работы с вакуумными сушилками. Технологически более сложный вариант, зато позволяет сохранить больше витаминов и ароматических веществ. Но и здесь возникают свои трудности. Вакуумные сушилки – это серьезные энергозатраты, и для экономии приходится идти на компромиссы с качеством. Мы пытались оптимизировать процесс, снижая давление и повышая температуру, но это приводило к ухудшению цвета и вкуса готового продукта. Получается замкнутый круг.
Контроль качества: больше, чем просто внешний вид
Конечно, визуальный осмотр – это важно, но недостаточно. Нужно проводить лабораторные исследования, определять содержание влаги, витаминов, антиоксидантов. В нашем случае, при производстве обезвоженных томатов, мы стали использовать рефрактометр для точного определения содержания сухих веществ. Это позволило нам добиться стабильного качества и соответствовать требованиям покупателей. Просто так, на глаз, это не сделать.
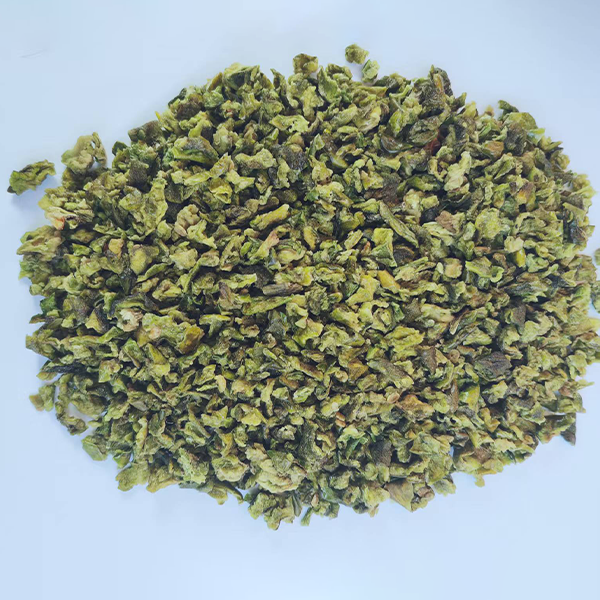
Еще один момент – это контроль за содержанием микрочастиц. Особенно это актуально для обезвоженного зеленого перца, где риск загрязнения плесенью или бактериями выше. Мы внедрили строгий контроль за чистотой оборудования и соблюдением санитарных норм. Регулярные дезинфекции, обработка воздуха, поддержание оптимальной температуры и влажности в помещении – это не просто формальность, это необходимость.
Особенности переработки сырья
Не все овощи одинаково хорошо поддаются обезвоживанию. Например, обезвоженный мексиканский перец требует особого подхода. Он содержит больше масла и требует более низкой температуры сушки, чтобы не потерять свой характерный вкус и аромат. Неправильная сушка может привести к тому, что перец станет горьким и невкусным.
И, конечно, качество исходного сырья – это основа всего. Мы сотрудничаем с несколькими фермерскими хозяйствами в регионе. Важно, чтобы овощи были свежими, спелыми и не имели повреждений. Иначе, даже самая современная сушилка не сможет исправить ситуацию. Сейчас мы активно работаем над расширением партнерской сети, чтобы иметь возможность поставлять обезвоженные овощи круглый год.
Практический пример: оптимизация процесса сушки перца чили
Недавно мы столкнулись с проблемой низкой скорости сушки обезвоженного перца чили. Оборудование работало в штатном режиме, но результат был не таким, как хотелось бы. После анализа процесса мы выяснили, что причина в неравномерном распределении воздуха в сушильной камере. Мы внедрили систему вентиляции с регулируемыми заслонками, что позволило добиться более равномерной сушки и сократить время цикла на 20%. Это, безусловно, повысило рентабельность производства.
Еще одним важным фактором является подготовка сырья к сушке. Перед сушкой перец нужно тщательно промыть, удалить поврежденные части и разделить на части нужного размера. Это не только улучшает качество конечного продукта, но и повышает эффективность работы сушилки. Это, в общем-то, элементарно, но часто забывается.
Современные тенденции и перспективы
В последнее время все большую популярность набирают новые технологии обезвоживания, такие как концентрирование сжатым воздухом и лиофилизация. Они позволяют сохранить больше полезных веществ и получить продукт с лучшими вкусовыми качествами. Но эти технологии требуют значительных инвестиций и сложного оборудования.
Мы сейчас рассматриваем возможность приобретения лиофилизатора для производства обезвоженных овощных ингредиентов для пищевой промышленности и фармацевтики. Спрос на такие продукты растет, и мы хотим занять на этом рынке свою нишу. Понимаем, что это большой шаг, но считаем, что это необходимо для дальнейшего развития нашей компании. Ну, и, конечно, постоянное совершенствование технологий – это ключ к успеху в этой отрасли.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продуктыСвязанный поиск
Связанный поиск- Поставщики обезвоженный зеленый и красный болгарский перец
- Фабрика обезвоженного красного перца без гмо
- Производители смешанных сушеных перцев
- Цены на сушеный болгарский перец
- Ведущий покупатель 25 кг обезвоженного красного перца
- Поставщики обезвоженной зелени и красного перца технологии
- Переработка сладкого перца
- Цены на большие партии обезвоженного красного перца
- Производители зеленого красного перца
- Производители обезвоженных хлопьев зеленого и красного перца